Calibration
Determination of metrological properties
Mankind has always had a great interest in determining quantities, magnitudes and lengths. At the latest with the onset of modern trade, the need for measurements became increasingly clear. In the early days of measurement, people drew on natural objects as points of reference, for example parts of the human body (cubit, foot, etc.), and these resulted in the first units of measure.
However, it soon emerged that these dimensions were just as varied as the people and their limbs, and it became clear that a standardised system of measures was required. To date there are several different systems of measurement that are in use, but the most commonly used system is the international SI system of units, which is also referred to as the metric system.
Traceability of measuring equipment to international standards
With the determination of the SI base units and their definition and/or the production of solid measures, the demand arose for the distribution of corresponding measuring equipment. At the same time, people also started to make demands in terms of the precision and accuracy of this measuring equipment.
Based on this demand a global, hierarchical structure of national and international standards was established.
The national standards are looked after by the national metrological institutes. With the aid of these national standards, the reference standards of the calibration laboratories are then calibrated. The calibration laboratories in turn perform the calibration of measurement equipment across a wide region.
When the metrological properties of the calibrated measurement equipment is documented via an unbroken chain of calibration certificates from accredited laboratories to national – and therefore also international – reference standards of known metrological properties, we say that the traceability to SI units of the measurement equipment is established. Additionally this measurement equipment is part of traceability chain and the measurements carried out by using of this measurement equipment are called traceable measurements.
Validity of the calibration
-
A calibration is a snapshot.
For this reason it is not possible to assign a period of validity or lifespan to a calibration.
-
A calibration is not a prediction.
A calibration offers no indication of subsequent measured values.
-
A calibration is retrospective.
A comparison between a current calibration and the previous calibration provides information about the accuracy of measured values obtained in the period between the two calibrations.
-
The most highly valued property is not a single, isolated calibration, but instead the calibration history of the measuring system. The calibration history in itself offers up information about the stability of the measuring system and its application.
Calibration intervals
Calibration intervals
Along with the evaluation and validation of the calibration results throughout its service life, regular calibration will turn a measuring system into a piece of equipment that offers predictable characteristics. These findings can be incorporated in the measurements via the final measurement uncertainty. As a result, this allows the measurement uncertainty of a measurement to be significantly reduced.
The time period before a calibrated system needs to be recalibrated depends on many factors. A calibration should always be performed in the following cases:
- after any adjustments to the measuring system, or
- after any repairs to the measuring system
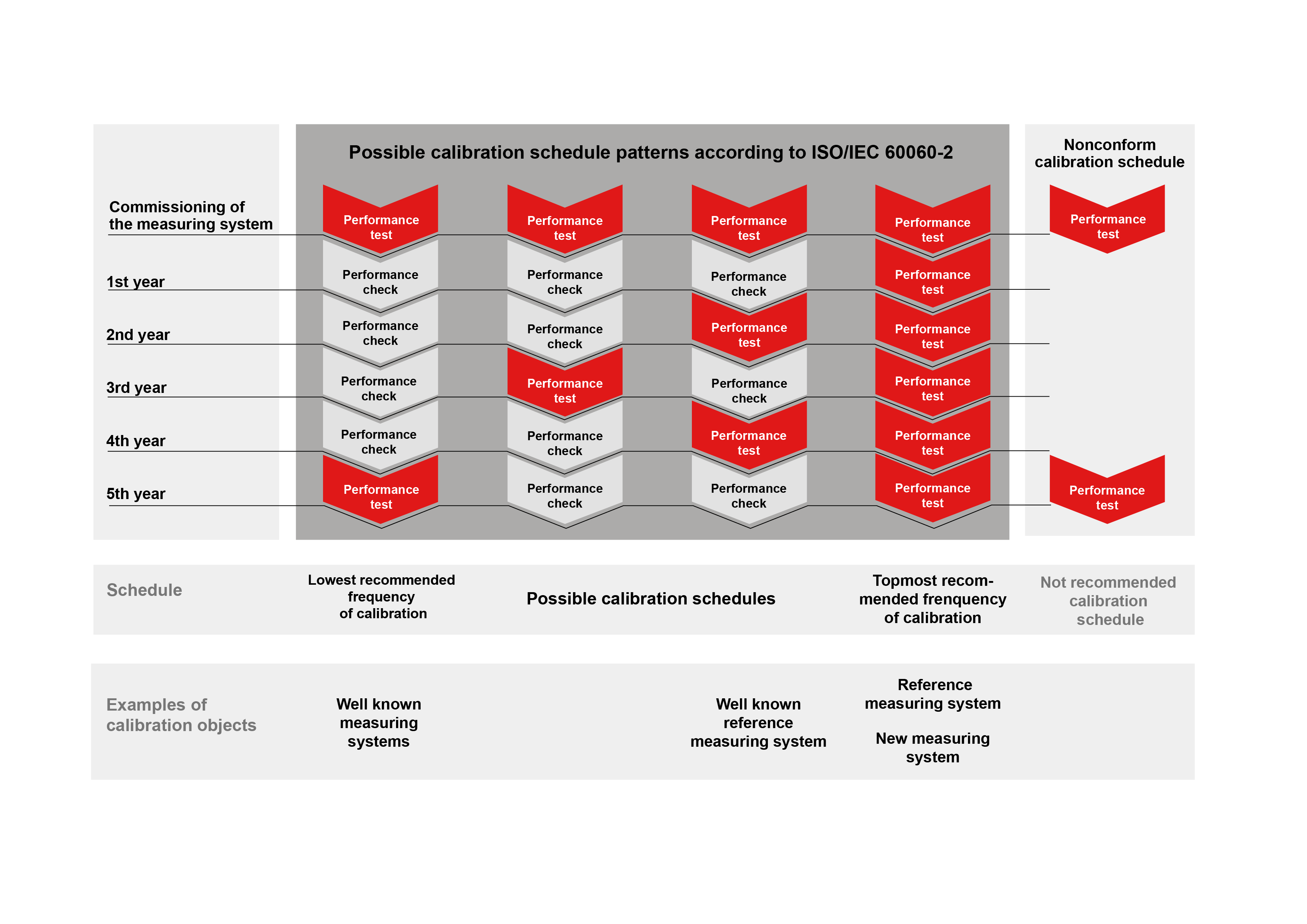
The calibration intervals are often set out in applicable standards. Normally, the requirement for high-voltage measuring systems is a recalibration within one to five years, with the latter time period applying particularly in cases in which regular performance checks are performed.
The performance checks are highly simplified calibration procedures that serve to check and verify the metrological properties of the measuring system. The tolerance range for the calibrated measurand is normally 1 % for performance checks in high-voltage measuring systems.